Новое поколение катализаторов гидрирования растительных масел
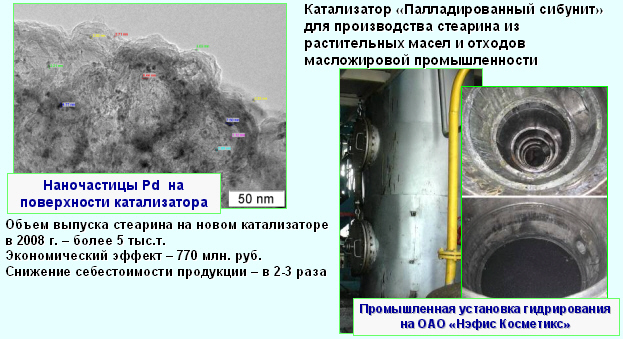
В 2008 г. был впервые введен в промышленный оборот на ОАО «НЭФИС Косметикс» (г. Казань) палладиевый катализатор и процесс гидрирования растительных масел и дистиллированных жирных кислот. Палладиевый катализатор разработан на основе нанопористого синтетического углеродного материала «сибунит». По сравнению с применяемыми в настоящее время в промышленности никелевыми катализаторами вновь разработанный катализатор позволяет осуществлять процесс гидрирования в более мягких условиях по давлению и температуре (снижение на 70-100°С), что обеспечивает расширение сырьевой базы и вовлечение в переработку отходов масложировой продукции.
Аннотация
На основе произведенного на ОАО «Ангарский завод катализаторов и органического синтеза» палладиевого катализатора гидрирования начата эксплуатация колонны гидрирования отходов масложировой продукции - дистиллированных жирных кислот (ДЖК) в саломас с последующим получением стеариновой кислоты. На основе вовлечения в производство отходов масложировой продукции в 2008 г. на ОАО «Нэфис Косметикс» произведено дополнительной продукции (стеариновой кислоты) более чем 5 тыс. тонн. Годовой экономический эффект составляет 770 млн. руб., причем экономия затрат на сырье достигает 450 млн. руб., а себестоимость продукции снижается более, чем в 2 раза.
Данная разработка способствует замещению сельскохозяйственного сырья пищевого назначения (растительных масел) при производстве стеариновой кислоты (экономия пищевого сырья в производстве стеариновой кислоты составит около 20 тыс. т/год), удешевлению её производства, а также позволяет создать экологически чистое производство. В целом, разработка носит социальную направленность – утилизация отходов масложирового производства, экономия пищевого сырья и обеспечение населения высококачественной продукцией.
(ИК СО РАН, д.т.н. Носков А.С., к.т.н. Чумаченко В.А.)
Новые катализаторы дегидрирования углеводородов в производстве синтетического каучука
В Институте катализа СО РАН совместно с Алтайской краевой расчетной палатой (г. Барнаул) разработана новая модификация микросферического алюмохромового катализатора дегидрирования низших С4-С5 парафинов с использованием в качестве носителя продукта центробежной термоактивации гиббсита. Разработанный катализатор характеризуется высокой активностью, прочностью на истирание, термической стабильностью и устойчивостью к истиранию.

Аннотация
Микросферический алюмохромовый катализатор используется на десяти российских заводах в процессах дегидрирования изобутана или изопентана в кипящем слое катализатора. В настоящее время практически на всех установках используется отечественный катализатор марки ИМ-2201. Катализатор характеризуется низкой механической прочностью на истирание и малым сроком службы. В результате потребность в катализаторе составляет от 10 до 14 тысяч тонн в год.
В ИК СО РАН на модернизированной установке «Цефлар» барабанного типа отработаны режимы центробежной термоактивации гиббсита с целью получения оптимизированного носителя - продукта ЦТА. Показано, что новая модификация катализатора обладает:
– более высокой активностью по сравнению с промышленным катализатором ИМ-2201 в реакции дегидрирования низших С4-С5 парафинов, что позволяет в зависимости от типа реактора снизить температуру дегидрирования на 10-20°С по сравнению с промышленными условиями его эксплуатации, повысив при этом выход олефинов и селективность процесса на 2-4%;
– высокой прочностью на истирание (не менее 94-96%), что позволяет существенно снизить расход катализатора на тонну получаемого олефина;
– высокой термической стабильностью и устойчивостью к дезактивации коксовыми отложениями, что позволит увеличить срок эксплуатации катализатора.
Технология производства носителя и нового катализатора освоена на промышленных мощностях ЗАО «Алтайлюминофор» (г. Яровое, Алтайский край). Наработаны и проведены испытания опытно-промышленных партий катализатора в объеме 300 тонн в процессе дегидрирования изобутана в изобутилен на ООО «Тобольскнефтехим» (г. Тобольск), входящего в состав ОАО «Сибур Холдинг». В настоящее время новая модификация катализатора поставляется на ООО «Тобольскнефтехим» и ОАО “Каучук”, г. Волжский.
(ИК СО РАН, д.х.н. Молчанов В.В., д.х.н. Исупова Л.А., к.х.н. Пахомов Н.А., к.т.н. Кашкин В.Н.)
Размерные эффекты в катализе на наночастицах металлов
С использованием наноразмерных эффектов для создания новых катализаторов были разработаны методы тонкого регулирования размера и состояния частиц активного компонента, а также выявлены зависимости каталитической активности от размера частиц, электронных или структурных характеристик активного компонента в условиях, максимально приближенных к используемым на практике. Учитывая объемы производства катализаторов на основе благородных металлов в России, практическая экономия от внедрения катализаторов с оптимизированным размером частиц активного металла может составить 500 млн руб. в год.
Аннотация
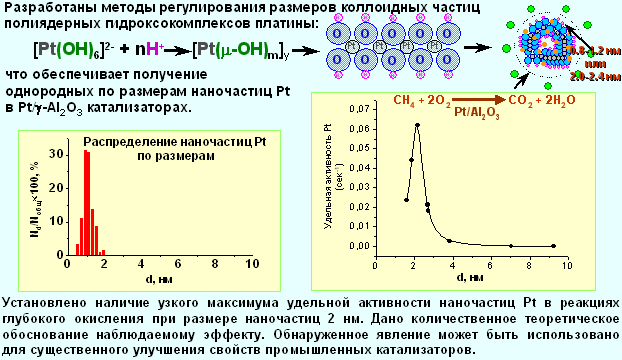
Предпосылкой для регулирования размеров наночастиц благородного металла на поверхности носителя стала разработка составов и способов приготовления оригинальных нитратных растворов предшественников, содержащих полиядерные гидроксокомплексы активного металла с узким распределением коллоидных частиц по размерам. Установлено, что стабильные двумерные агрегаты со структурой, близкой наночастицам оксидов благородного металла, доминирующие в нитратных растворах предшественников, наследуются в структуре катализаторов. На их основе разработаны уникальные и не имеющие аналогов в мире приемы регулирования размеров однородных наночастиц благородного металла (Pt, Pd) на поверхности оксидных носителей в широком диапазоне размеров – от 1 до 20 нм. Именно синтез моноразмерных частиц активного металла на поверхности позволил выявить ряд корреляций между активностью катализаторов в различных реакциях окисления и гидрирования и размером частиц активного компонента, что было невозможно ранее, поскольку подобные исследования в мире проводились на объектах с полидисперсным распределением частиц по размерам. Наиболее ярко выраженный наноразмерный эффект был продемонстрирован на реакции полного окисления метана, в которой установлено наличие узкого максимума удельной активности наночастиц Pt при размере наночастиц 2 нм. Дано количественное теоретическое обоснование наблюдаемому эффекту.
(ИК СО РАН, чл.-корр. РАН Бухтияров В.И.)
Первый отечественный катализатор глубокой гидроочистки дизельного топлива
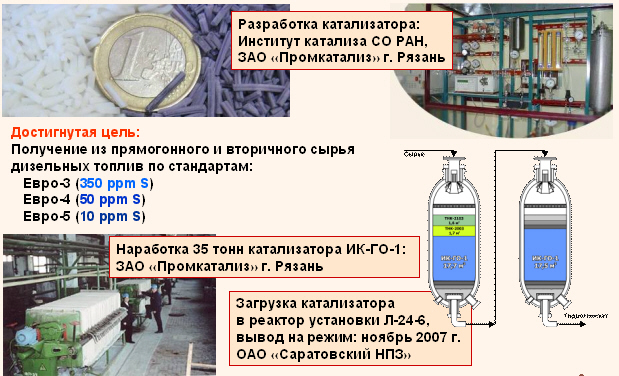
Разработан первый российский катализатор глубокой гидроочистки дизельного топлива, получивший название ИК-ГО-1, который предназначен для получения низкосернистого дизельного топлива в соответствии со стандартами Евро-3, Евро-4, Евро-5 из сырья первичного и вторичного происхождения. По своим свойствам катализатор ИК-ГО-1 соответствует лучшим мировым образцам.
Аннотация
В последние годы в России возникла необходимость увеличения производства экологически чистых дизельных топлив по новым российским стандартам, в соответствии с Евро-3 (350 ppm серы) и Евро-4 (50 ppm серы). Производство таких топлив до 2007 в нашей стране обеспечивалось исключительно за счёт использования импортных катализаторов.
В 2006 году в в Институте катализа была разработан первый российский катализатор глубокой гидроочистки дизельного топлива, получивший название ИК-ГО-1, предназначенный для получения низкосернистого дизельного топлива из сырья первичного и вторичного происхождения. Проведение независимой экспертизы в центре испытаний катализаторов Cperi Solution LTD (Греция) показало, что по своим свойствам катализатор ИК-ГО-1 соответствует лучшим мировым образцам и позволяет получать дизельное топливо с остаточным содержанием серы <50 ppm в условиях существующих отечественных установок гидроочистки.
Технология производства катализатора освоена на одном из дочерних предприятий фирмы ТНК-BP – ЗАО “Промышленные катализаторы”, г. Рязань. В октябре 2007 г наработана партия катализатора объемом 35 тонн. В ноябре этого же года на “Саратовском НПЗ” в реакторы установки гидроочистки дизельного топлива Л-24/6 был загружен пакет катализаторов, в котором в качестве основного слоя был использован катализатор ИК-ГО-1.
В ходе промышленной эксплуатации ИК-ГО-1 полностью подтвердил заявленные показатели. Показано, что использование данного катализатора гарантирует получение дизельных топлив с остаточным содержанием серы 10 ppm, что соответствует стандартам Евро-5. При этом условия получения таких топлив достижимы на любом российском НПЗ.
(ИК СО РАН, д.т.н. Носков А.С., к.х.н. Бухтиярова Г.А., к.х.н. Климов О.В.)
Прямое встраивание метана в ароматические соединения при совместной конверсии метана и пропана на Ga- и Zn-содержащих цеолитах типа ZSM-5
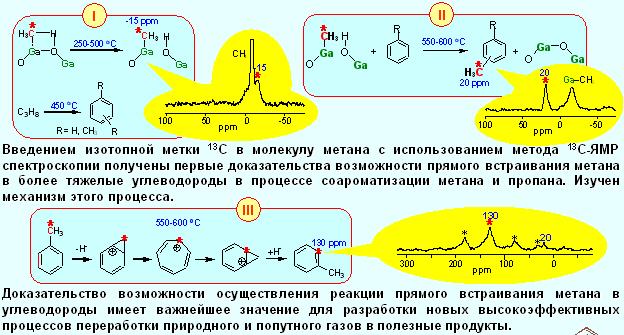
Исследована перспективная с точки зрения утилизации метана реакция совместной конверсии метана и легкого алкана (пропана) на Ga- и Zn-содержащих цеолитах типа ZSM-5. C применением 13С ЯМР твердого тела и ГХ-МС анализа показано, что при 550-600ºС происходит встраивание атомов углерода метана 13С в молекулы бензола и толуола. Причем активация метана происходит с образованием металл-алкильного интермедиата. Таким образом, впервые получены прямые экспериментальные доказательства возможности совместной ароматизации метана и легких алканов на Ga- и Zn-содержащих цеолитах, что снимает существование сомнения в возможности осуществления этой реакции и открывает дорогу для ускоренной разработки нового процесса.
Аннотация
C применением in situ ЯМР спектроскопии твердого тела и ГХ-МС анализа исследована реакция совместной ароматизации метана и пропана на цеолитах типа ZSM-5. Показано, что при 550-600ºС атомы углерода исходного метана 13С внедряются в образующиеся молекулы бензола и толуола. Встраивание 13С-атомов углерода метана происходит как в метильные группы, так и в ароматические кольца. Содержание углерода 13С, определенное по масс-спектрам продуктов, образующихся в условиях статического микро-реактора при 550ºС на различных образцах, составляло от 0.5 до 2.5 ат. %. Доминирование толуола с одной меткой 13С в молекуле над остальными мечеными продуктами ароматизации, наблюдающееся по масс-спектрам, свидетельствует о том, что на первоначальном этапе атомы углерода метана встраиваются преимущественно в метильные группы метилбензолов.
Установлено, что в результате активации метана на цеолите при 200-550 ºС происходит образование поверхностного металл-метильного интермедиата, наблюдаемого в спектрах 13С ЯМР. Предположено, что основным маршрутом внедрения атомов углерода метана в продукты является реакция метилирования ароматических соединений, образующихся из пропана, под действием металл-метильного интермедиата. Меньшая степень внедрения атомов углерода метана в ароматические продукты на Ga-содержащем цеолите по сравнению с Zn-содержащем цеолитом объясняется различием механизмов реакции для этих двух катализаторов. В случае Zn реакция протекает по механизму электрофильного замещения в бензольном кольце. Метилирование на Ga-содержащем цеолите представляет собой реакцию нуклеофильного замещения, которая затруднена в случае отсутствия электронно-акцепторных заместителей и требует более жестких условий.
(ИК СО РАН, д.х.н. Степанов А.Г., к.х.н. Лузгин М.В.)
Получение микро- и мезопористых углеродных материалов из высокозольной биомассы
Методом выщелачивания темплатной кремнеземной фазы карбонизированной высокозольной биомассы – на примере рисовой шелухи, карбонатами натрия и калия и их эквимолярной смесью, получены микропористые углеродные материалы с удельной поверхностью до 3500 м2/г по БЭТ, объемом пор до 3 см3/г. Исследовано влияние таких параметров приготовления, как условия предварительной карбонизации рисовой шелухи, температура термообработки карбонизированной рисовой шелухи с карбонатами натрия и калия, а также других параметров. Кроме того, исследована возможность получения подобных материалов из некарбонизированной рисовой шелухи.

Аннотация
В последнее время биомасса все сильнее привлекает всеобщее внимание как источник различных продуктов органического синтеза, биотоплива, а также как альтернатива традиционному ископаемому углеродсодержащему сырью (нефть, уголь и т.д.). Одним из распространенных продуктов переработки биомассы являются углеродные материалы с развитой структурой пор (активированные угли, микро- и мезопористые углеродные материалы), обладающие высокими адсорбционными свойствами и использующиеся в качестве адсорбентов в системах очистки жидкостей и газов, в химической промышленности, медицине и других областях науки и техники.
В Институте катализа разработан способ получения мезопористых углеродных материалов из высокозольной биомассы, на примере рисовой шелухи, которая обладает повышенным содержанием аморфного диоксида кремния (15 – 23 % по массе). Данное обстоятельство делает рисовую шелуху привлекательным сырьем для получения углеродных материалов с пористой структурой, которую можно контролировать за счет темплатной кремнеземной фазы. Были получены мезопористые углеродные материалы с удельной поверхностью до 1700 м2/г и микропористые углеродные материалы с удельной поверхностью до 3500 м2/г, что значительно превышает значения ~1000-1200 м2/г, характерные для типичных углеродных материалов.
Таким образом, высокозольная биомасса, в частности шелуха риса, является перспективным сырьем для получения мезопористых углеродных материалов через двухстадийный процесс: предварительную карбонизацию – с получением углерод-кремнеземных композитов и последующее выщелачивание кремнеземной фазы порошкообразными карбонатами щелочных металлов при 750 – 1000°С. Данный процесс технически проще и дешевле темплатного синтеза углеродных материалов с развитой мезопористой структурой.
(ИК СО РАН, к.х.н. Кузнецов В.Л.)
Бортовой каталитический генератор синтез-газа из моторного топлива на транспортном средстве для снижения токсичности выхлопов карбюраторных (искровых) ДВС
Разработаны навешиваемые на транспортное средство топливные процессоры, преобразующие часть штатного моторного топлива в смесь водорода и оксида углерода (синтез-газ) для последующего впрыска этого газа в цилиндры двигателя вместе с основным топливом. Данная технология позволяет снизить расхода топлива в городском цикле движения на 20-30%, а также снизить токсичность выхлопов в десятки раз.

Аннотация
Для получения синтез-газа на борту автомобиля наиболее целесообразно использовать каталитическую реакцию парциального окисления природного газа или автотермической конверсии бензина. В Институте катализа СО РАН совместно с ВНИИЭФ (г. Саров) был разработан ряд образцов генераторов синтез-газа и проведены их испытания. Пробег двух автомобилей «Газель» превысил 2000 км/кат. Испытания подтвердили возможность устойчивой работы двигателя на обедненной бензино-воздушной топливной смеси с добавками синтез-газа. При работе двигателя с добавками синтез газа в рабочую смесь было достигнуто снижение расхода бензина на 42% на холостом ходу и на 24% - при работе в рабочем режиме. Одновременно на холостом ходу при добавках синтез-газа было отмечено значительное снижение (примерно в 10-15 раз) уровня выбросов СН и NОх. Содержание СО в выбросах не превышало 0,2 об. %. Аналогичные результаты были получены при проведении краткосрочных испытаний в НАМИ (г. Москва) двигателя М406 (автомобиль “Волга“) в режиме, соответствующему движению автомобиля со скоростью 50 км/час. Экспериментально было показано, что при добавлении синтез-газа происходит снижение токсичности выбросов до уровня 300-400 ррм по оксидам углерода и 20-30 ррм по оксидам азота. Также наблюдается уменьшение расхода природного газа на 20%.
Проведенные стендовые эксперименты доказали, что применение синтез-газа в качестве добавки к используемому в искровых ДВС жидкому или газовому топливу обеспечивает значительное снижение концентраций оксидов углерода и азота в выхлопных газах двигателя и открывает возможность достижения норм ЕВРО-4 без применения каталитических нейтрализаторов. Наряду с этим использование синтез-газа обеспечивает общее снижение на 20-25% расхода углеводородного топлива в условиях городского цикла за счет обеспечения устойчивой работы двигателя при использовании обедненных топливных смесей.
(ИК СО РАН, д.т.н. Кириллов В.А., к.х.н. Кузин Н.А.)

